Case Studies

Correcting Engine Skid Vibration
Compression of natural gas at gathering and transmission stations is commonly performed by engine driven reciprocating compressor systems. When this equipment is skid-mounted, high frame vibration can occur if there is a mechanical natural frequency near the operating speed range.
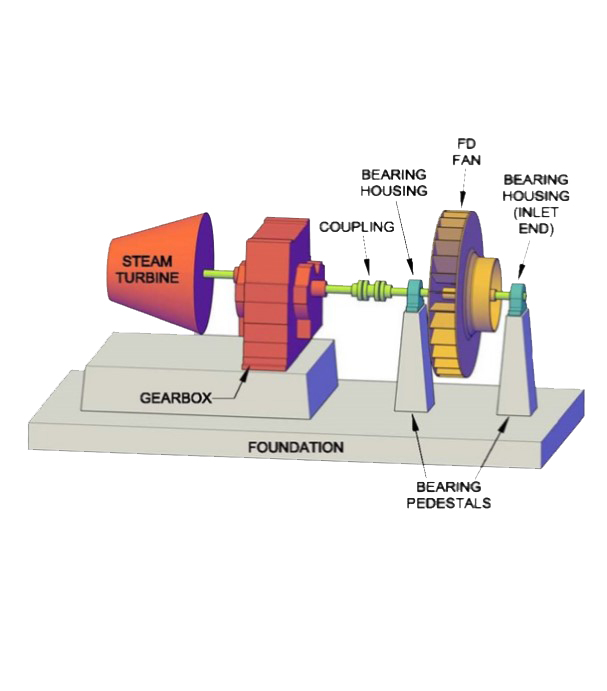
Balancing of Forced Draft Fan
A forced draft (FD) fan was experiencing high vibration due to unbalance and an impeller resonance near the operating speed. Vibration was reduced to an acceptable level using the four-run method without phase data.
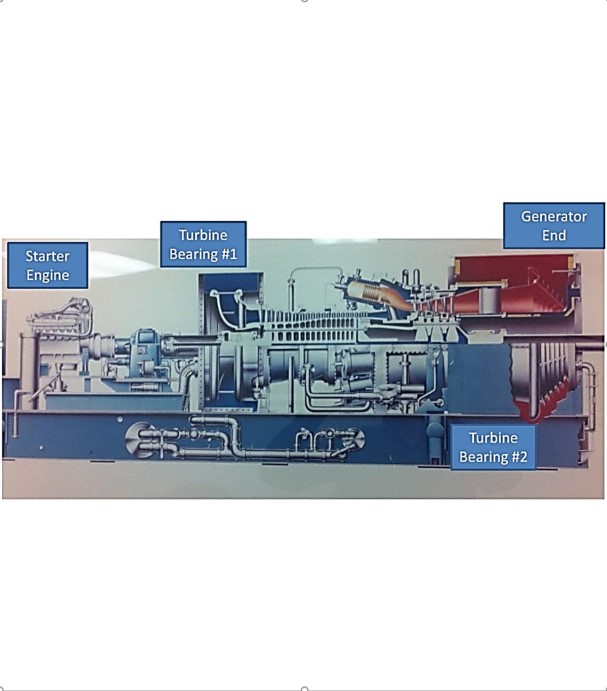
Balancing of Gas Turbine
This gas turbine had history of high vibration since commissioning 20 years ago. Previous balancing attempts were largely unsuccessful. The keyphasor (KP) was unreliable making it difficult to reuse the influence coefficients. Final correction weights were installed “out-of-phase” on both ends of the turbine and the vibration was reduced to an acceptable level.

Axial Thrust Measurement in Vertical Turbine Pump
EDI was requested to help perform an axial load test on a vertical water pump. Since commissioning, the pump experienced accelerated bearing and shaft wear. There was concern that problems might be due to up-thrust resulting in a bow in the vertical shaft. Using the wireless Binsfeld strain gage telemetry system, up-thrust was ruled out as a possible cause of the pump bearing and shaft issues. The damage may have instead been caused by sediment in the river water being pumped by the station after rainy conditions.

Identifying the Cause of Reciprocating Machinery Coupling Failure
Weeks after commissioning, a compressor unit tripped on high motor vibration. Upon inspection, cracks were found in the center piece of the coupling indicating a possible torsional vibration problem. Had the coupling parts simply been replaced without further investigation, additional damage could have occurred. This case study shows how field measurements were used to identify and correct a torsional resonance problem.

Eliminating High Frequency Pulsation and Vibration from a Screw Compressor
As part of the vapor recovery system in a refinery, a two-stage screw compressor was used to boost gas pressure prior to burning the gas in plant boilers. This VRU compressor experienced numerous vibration-induced failures of the auxiliary piping as well as excessive vibration of the main piping and high noise levels in the vicinity. After installation of the new silencer, the VRU was returned to service. It was immediately obvious that noise levels radiating from the piping were greatly reduced.